「CIPしても香りが残る...」同一ライン多品種の"匂い移り"を減らす考え方
目次
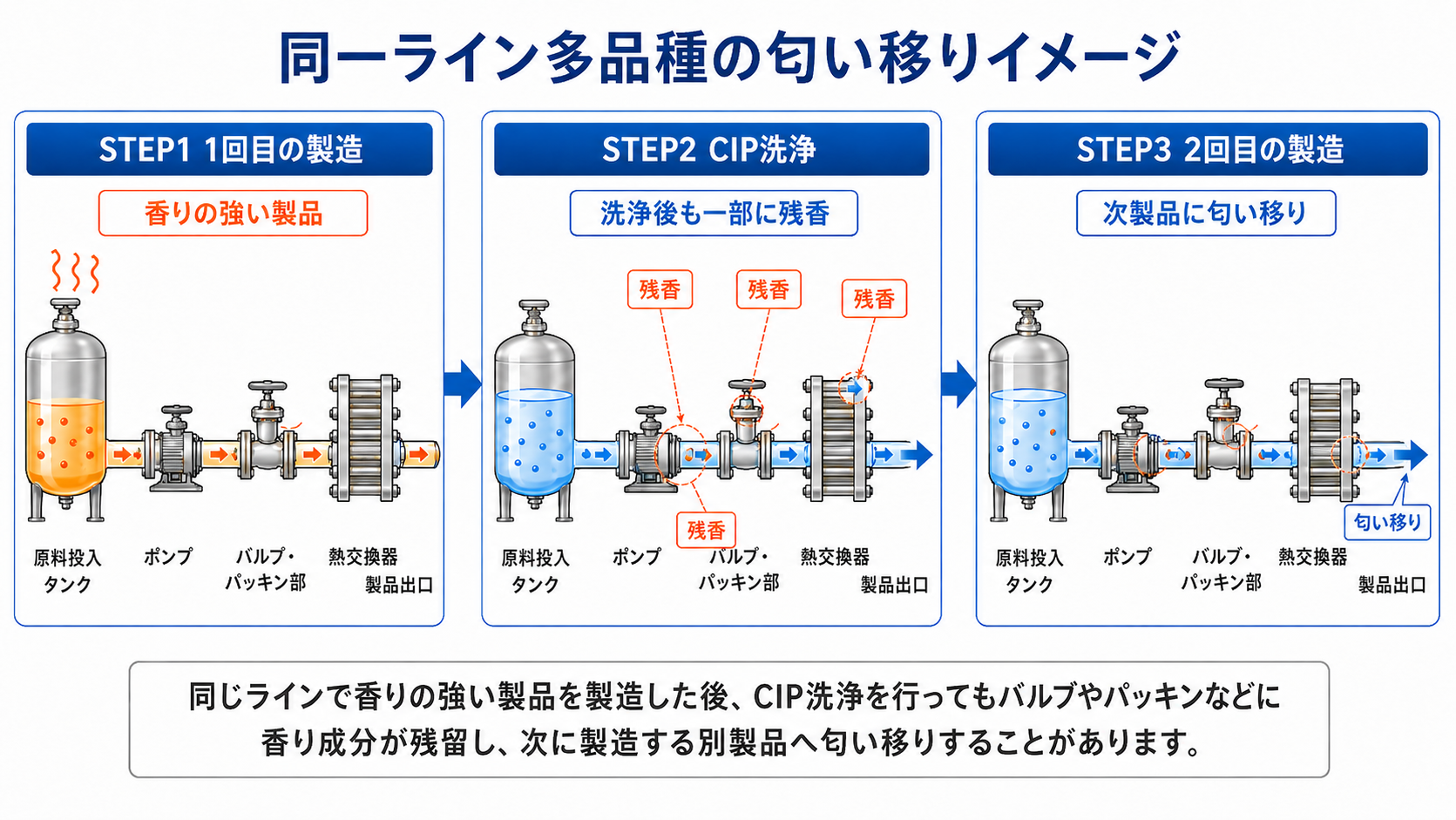
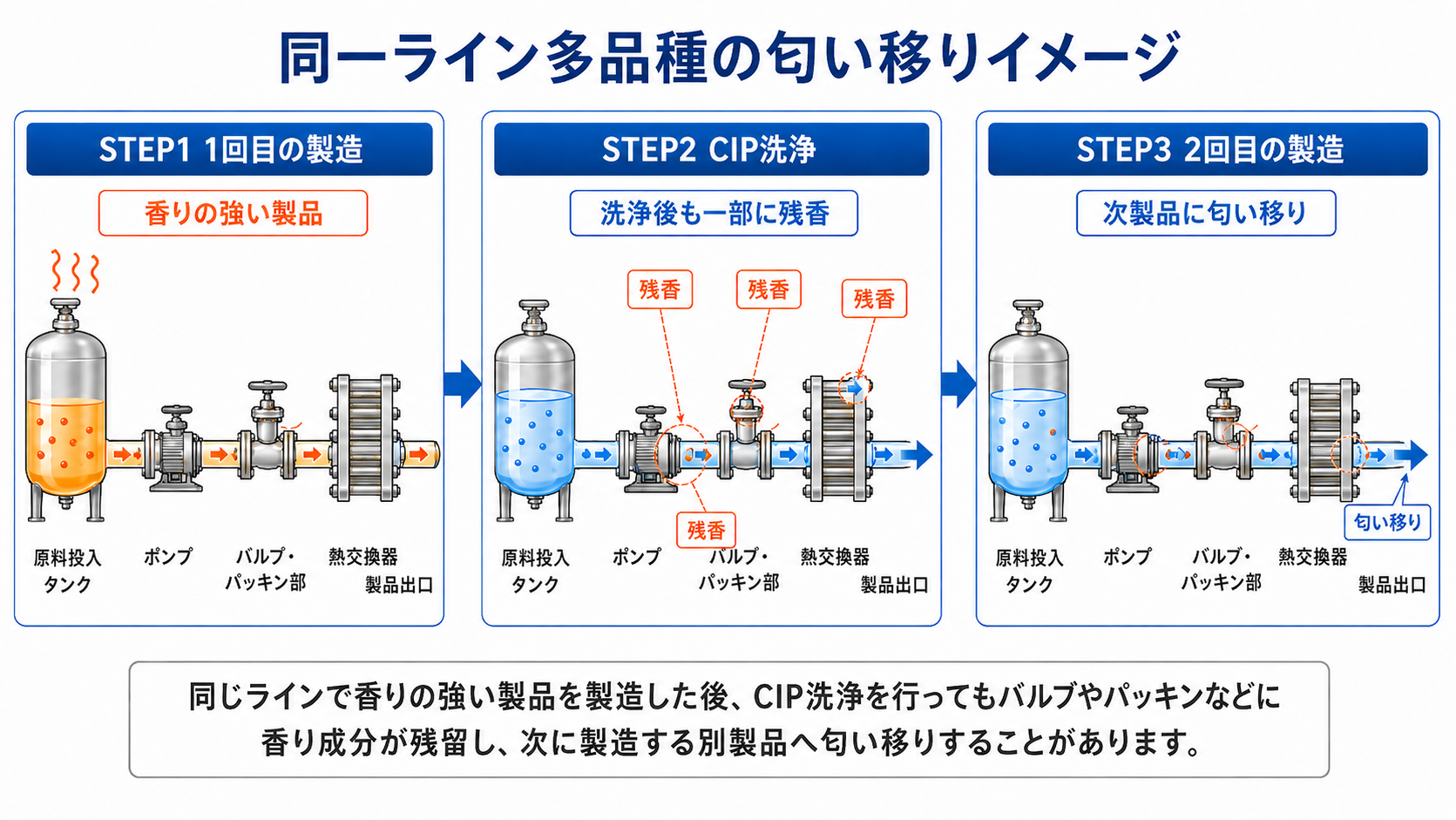
同一ラインで複数製品を製造していると、香りの強い製品を作った後に、次の製品へ匂いが移ってしまうことがあります。特に多品種生産では、次のような悩みが起きやすくなります。
-
CIPしても匂いが抜け切らない
-
製造製品を切り替えるたびに洗浄回数が増える
-
立上げ時の廃棄量が読めない
-
香りの強い製品を追加したいが、既存品への影響が不安
洗浄条件を見直せば、一時的に改善する場合もあります。
しかし、その間は生産ラインが止まり、お湯づくり・薬剤・排水処理などのユーティリティコストも増えます。そのため、匂い移り対策では、単に洗浄条件を見直すだけではなく、どこに匂いが残っているのかを切り分けることが重要です。
まずは「いつ匂うか」を分けて考える
匂い移りといっても、発生の仕方によって疑うべき原因は変わります。
最初に見るべきは、次の3パターンです。
1. 次製品の立上げ時だけ匂う
立上げ直後だけ匂いが出る場合は、前製品がライン内に薄く残り、先頭部分として押し出されている可能性があります。単純に洗浄不足であれば洗浄条件を見直すことになりますが、製造順の見直しや、立ち上げ時の廃液量を適切に設定することで対策できる場合もあります。
2. しばらく運転しても匂いが抜けない
運転を続けても匂いが抜けない場合は、配管表面の残留だけでなく、パッキンやホースなどの部材に香り成分が吸着している可能性があります。見た目には洗浄できていても、部材そのものが匂いを保持していると、CIPの効果が頭打ちになります。
3. 特定の工程後に強く出る
加熱後、殺菌後、冷却後、充填前など、特定の工程を通った後に匂いが強く出る場合は、原因が特定の機器や工程に偏っている可能性があります。ライン全体を長く洗うよりも、問題が出やすいエリアを重点的に対策する方が効率的です。
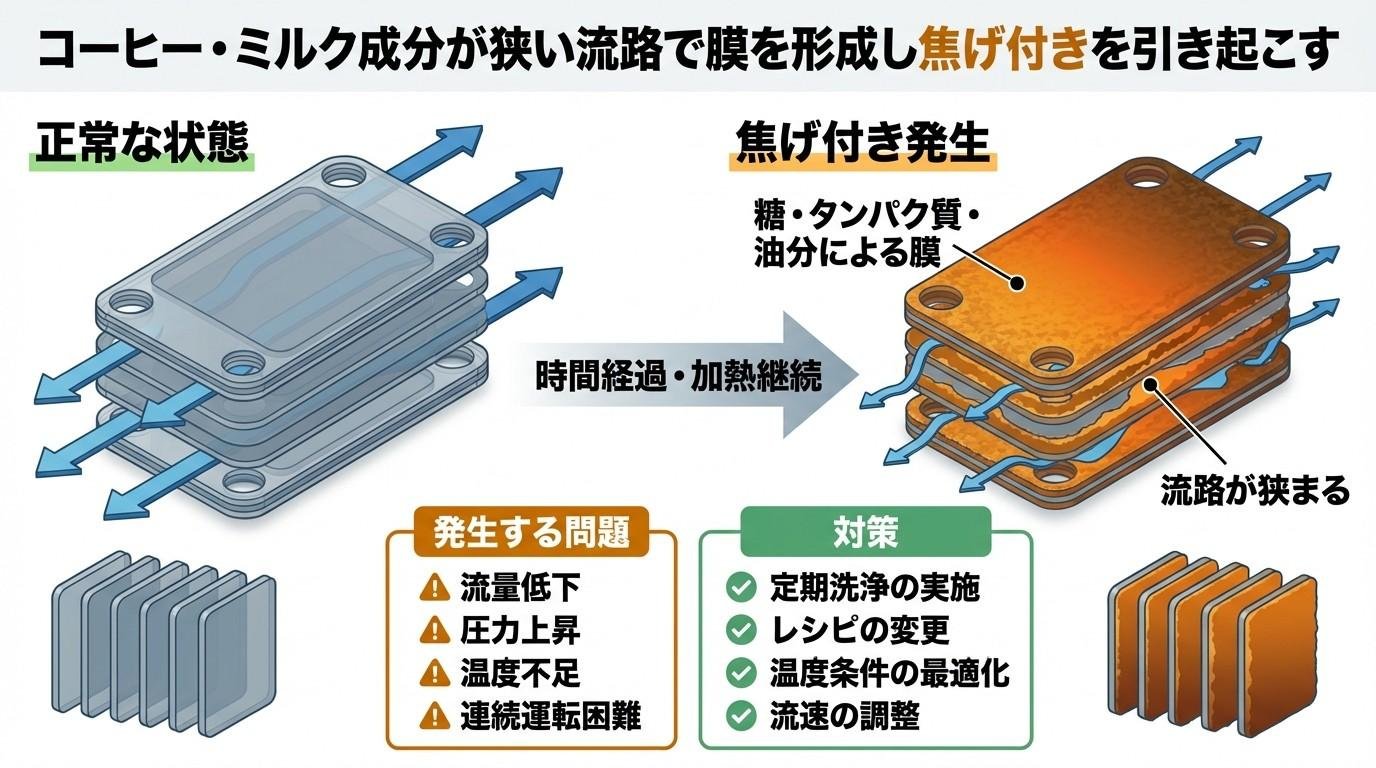
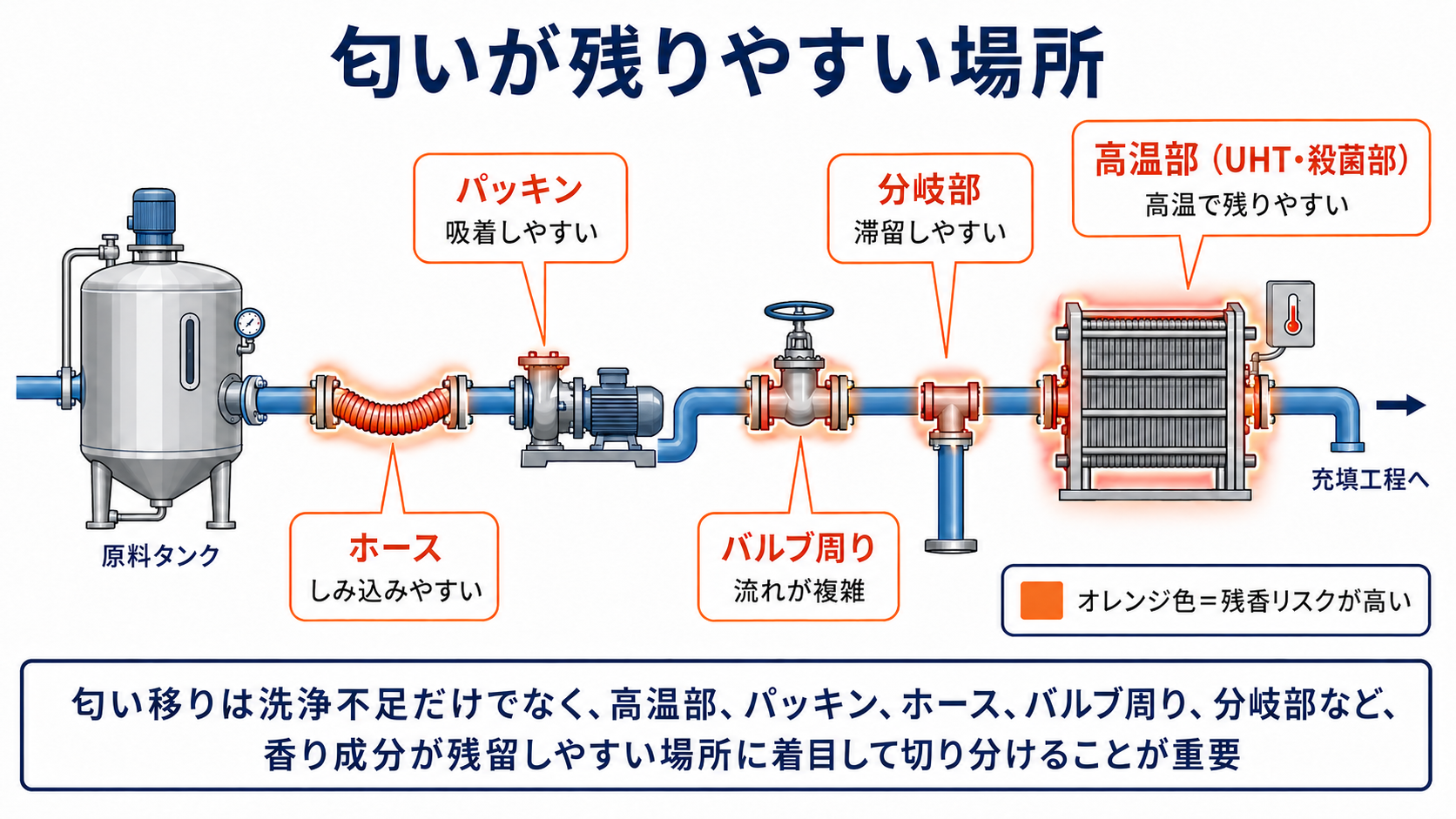
匂いが残りやすいのは「高温部」と「パッキン周り」
残香が起きやすいポイントとして特に注意したいのが、高温部とパッキン・ホース・バルブ周りです。UHT殺菌装置などの高温工程では、温度や接触時間の影響により、香気成分が残りやすくなる場合があります。また、パッキンやホースなどのゴム・樹脂部材は、香り成分を吸着しやすい箇所です。特にEPDMなどのゴム系のパッキン材では、製品によって匂いが残りやすくなることがあります。バルブ周りや分岐部も、構造が複雑になりやすく、流れが弱い部分や滞留しやすい部分が発生しやすいポイントです。つまり、匂い移りは「洗浄不足」だけでなく、温度・部材・流れ・滞留が組み合わさって起きることがあります。
洗剤を強くすれば解決、とは限らない
匂い対策では、香り除去に強い洗浄剤を使うことも選択肢になります。ただし、洗浄剤を変えれば必ず解決するわけではありません。洗剤のコストが増えたり、現場条件によっては泡立ち増加による別のトラブルにつながったりする可能性があります。そのため、CIP条件は洗剤だけでなく、
- 温度
- 流量(流速)
- 時間
- 泡立ち
- 排水
- 洗剤の再利用可否
といったことまでを含めて設計する必要があります。
対策は「運用・部材・構造」の3段階で考える
同一ラインでの匂い移り対策は、次の3つに分けると整理しやすくなります。
A:運用で抑える
まず取り組みやすいのは、製造順や立上げ条件の見直しです。例えば、香りの弱い製品から強い製品へ順番を組むことで、次製品への影響を抑えやすくなります。また、切替直後の先頭液を一定量捨て流し、匂いが混ざる部分を製品化しない方法もあります。運用対策は初期投資が少なく、すぐに始めやすい一方で、切替頻度が増えると、捨て流しロスや停止時間が積み上がります。
B:部材で抑える
パッキンやホースに匂いが残っている場合は、部材の見直しが有効です。例えば、EPDM等のゴム系材料に匂いが移りやすい場合、PTFE系部材への変更が選択肢になります。接液面をPTFEで覆うことで、香り成分の吸着を抑えやすくなる場合があります。ただし、PTFE系の部材は価格が高くなりがちで、硬さによってはシール性(漏れリスク)に影響することがあります。部材変更では、
残香低減効果・コスト・漏れリスク・交換頻度をセットで評価することが重要です。
C:構造・経路で抑える
切替が頻繁に発生するラインでは、構造やCIP経路そのものを見直すことも有効です。例えば、プレート式熱交換器は構造上、接液するパッキン面積が大きくなりやすい一方、チューブ式熱交換器では接液部のシール面積を抑えやすい場合があります。また、CIPをライン全体で一律に行うのではなく、エリアごとに分ける方法もあります。匂いや汚れが付きやすい高温部や特定機器はより効果的な洗剤を使用したり、都度洗剤を交換(シングルユース)したりし、匂いや汚れが付きにくいタンクなどは安価な洗剤の複数回使用(マルチユース)にするなど、エリアによって洗剤や洗浄手法を使い分ける考え方です。初期投資は必要になりますが、切替が週次・日次で発生するラインでは、停止時間や洗浄ロスの削減につながる可能性があります。

製品追加前に"香りの残りやすさ"を確認する
香りの強い製品を同一ラインに追加する場合は、実機で問題が出てから対策するよりも、事前に残香リスクを見ておくことが重要です。代表的な方法として、パッキン材を対象製品に浸漬し、熱履歴をかけたうえで洗浄し、匂い残りを比較するテストがあります。このような確認により、
- どの部材に匂いが残りやすいか
- どの製品の組み合わせで問題が出やすいか
- CIP条件の見直しが必要か
- 部材変更やCIP経路分割が必要か
を事前に見立てやすくなります。
まとめ
同一ラインで多品種を製造する場合、匂い移りは単純に「洗浄不足」を解消するだけで解決するとは限りません。
前製品の滞留、パッキンやホースへの吸着、高温部での残香、CIP経路や洗浄条件の不一致など、複数の要因が関係します。
対策は、まず製造順や捨て流し量などの運用から始め、必要に応じて部材、さらに切替頻度が高い場合は構造・CIP経路まで含めて検討します。
CIP回数や時間を増やす前に、どこに匂いが残っているのかを切り分けることが、停止ロス等含むコストを抑えた設備の最適設計につながります。
ご相談ください
香りの強い製品を同一ラインで追加する前後は、パッキン浸漬テストなどで"残りやすさ"を事前に確認しておくことが有効です。
CIP条件の見直し、部材の相性確認、CIP経路の分割、プレート式/チューブ式などの方式検討まで含めて、現場条件に合わせた切替設計をご提案できます。
「CIPしても匂いが抜けない」「多品種化で切替ロスが増えている」といった課題があれば、まずはお気軽にご相談ください。